
Manufacturing of molding cores according to Shell-process technology at LLC DPL is represented by high-performance dual-station core-shooting machine Harrison 1016-DS manufactured in USA.
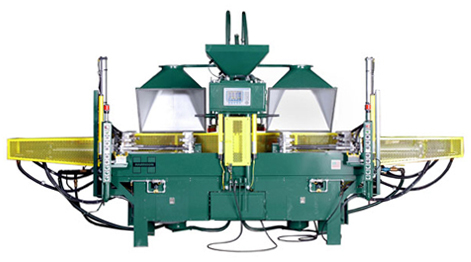
Key advantages of Harrison 1016-DS from Harrison Machine Co. LLC:
- Increases Operator Output: One Operator runs 2 jobs at the same time.
- Semi-Automatic Operation: the machine drives the core making process for predictable results.
- Quick Change Core Box Mounting System: available, change boxes in just a few minutes instead of the better part of an hour.
- Production During Heat-Up: run full production on one station while the other station’s box is heating up.
- Advanced Temperature Control & Heat Transfer: helps to make the cure cycle more efficient and heats boxes up much faster.
- High Speed Operation: high efficiency pneumatics enable faster Dual Station machine times than most other single station machines.
- Only Shell Machines Capable of Higher Productivity than Cold Box Machines: because of the nature of our Dual Station System and the Hot Process our machines have a much shorter machine time part of the cycle.
Shell-process core-shooting machines allow higher level of manufacturing flexibility serving as a perfect match for an ever-changing production environment of the casting manufacturing.
Main technical specifications of Harrison 1016-DS
10” (H) x 16” (W) x 6” (Ø) 254 mm х 406 mm х 152 mm (Ø)
20 lbs. / 5 litres
Advantage:
- 2 Short Jobs
- 2 High Volume Jobs
- 2 Customers at Same Time.
- Both Parts of a 2 pc.cCore
- Three Piece Boxes capability
- Large Core on 1 Station, Small Core(s) on Other Station
- Automatically Runs Multiple Short Cycles on 1 Station to 1 Long Cycle on Other Station
- Long Run on 1 Station & Jobbing Work on Other Station
- Hollow Core(s) on 1 Station & Solid on the Other Station, or Same on Both Stations
- Small Box on 1 Station & Large on the Other Station, or Same on Both Stations
- Reduced Energy & Emissions
- Superior Productivity, Utilization, and Flexibility: equal fewer Harrison machines are required to meet capacity demand.
- Fewer Machines equal less core making energy used.
- Lower Energy Usage equals less related energy consumption emissions.
- Lower Emissions equals less cost for regulations compliance and lower remediation expenses.
- Higher Productivity & Fewer Machines means more cores per energy & labor unit equals lower operating cost.
- Lower COST-per-CORE equals a quick payback & higher margins equal an increased Competitive Advantage.



About Resol-CO2-process
Manufacturing of mold cores according to Resol-CO2-process is nowadays one of the most widespread mold core manufacturing techniques in the world. The process of production according to this technology is distinguished among others owing to its technological advancement, practically no impact on the environment and a higher level of requirements concerning the end-product quality and the cast surfaces quality, correspondingly. Resol-CO2-process is extensively flexible, since it gives an opportunity to implement various types of molding sand from a wide range of raw material manufacturers, which adds up to lower production cost per core.
Phenol-formaldehyde resins used as a binding agent, do not contain the majority of “problematic” elements, impacting the core quality, such as nitrogen, sulfur and phosphorus, which leads to an almost complete absence of defects in the manufactured cores, such as hot cracks, which, in its turn, positively affects the process of defects elimination in the finished castings.
From the very start of its manufacturing history, JSC ‘DPL’ has opted for a world-wide popular Resol-CO2 process for the production of mold cores providing one of the best quality values within the core shooting manufacturing technologies.
Mold core manufacturing according to Resol-CO2-process at LLC DPL is represented by core shooters Röperwerk Typ H5 and Röperwerk Kernschießmachine Typ 25, manufactured in Germany.
Main characteristics of Röperwerk Typ H5 core shooter
Main characteristics of Röperwerk Kernschießmachine Typ 25 core shooter
Key quality assets of Röperwerk Typ H5 and Röperwerk Kernschießmachine Typ 25 core shooters:
- Compact design with integrated gas generator, control unit and hydraulic system for cold or hot core hardening
- Low power consumption and rapid replacement of core boxes
- Simple maintenance procedures
- The optimal price-performance ratio for high-performance core manufacturing
- The availability of core tooling with combined (tapered) mold joint
- Foundation-free installation, compact design, owing to which the machine occupies only limited space
- Low power consumption and fast replacement of pattern tooling package