
LLC DPL – is a multi-faceted casting enterprise with the extensive technological resources and a range of state-of-the-art equipment to meet every client’s needs and requirements. The company wields several casting process and casting production know-hows, as well as its own full close-loop production cycle and highly-equipped casting department. As a leader of casting industry of Ukraine and CIS, our company is aspiring at both increasing its productivity and technological complexity of the castings. We are the full-scale specialists in the sphere of ductile iron castings, heat-, wear- and acid-resistant steel castings, special and high-grade steel castings. Our machinery capabilities include green sand molding machines as well as vacuum molding process (V-process) machines which, combined with our in-house production of mold cores according to shell-process and Resol-CO2-process, allows us manufacturing and supplying to our clients a broad range of castings with multiple dimensional and weight characteristics (from 0.2 kg up to 2500 kg per casting).
Our outstanding pride is our highly-productive mold core making department. The main technologies employed in there production are Shell-process and Resol-CO2-process, both of which allow to rapidly initiate and launch the production of complex, multi-cavity castings.
Special section of reconditioned sand re-use provides the full scale of production and target capacities of manufacturing with so-much required direct and unstopping feed of material. The core shooting takes place within a closed-circuit production schedule with the further ensuing quality of castings and stand-alone mold cores being highly acclaimed by a number of foreign and domestic clients.
Mold core production – Shell process



Shell-process (shell molding), also known as shell-mold casting represents a casting process, during which the casting mold is formed from a thermosetting resin mixed with sand heated to temperatures of 150-260 ° C, respectively, which leads to solidification of the shell corresponding to the contour of the pattern. Through the use of this method in the preparation of mold cores it is possible to obtain high quality cores with minimal deviations which directly affect the quality of the holes and cavities in the castings. Castings, produced in the shell mold, possess precise dimensions and clean surfaces, low values of allowance for further machining, while in some cases the machining is no longer required. Cores obtained through shell-process possess maximum dimensional accuracy as wells as high geometrical precision.
Mold cores determine the internal configuration of the hollows castings. The mold core must be able to withstand the loads during metal pouring, however at the same time it must be not so rigid as to be impossible to remove it from the casting during mold cores knockout. Hence, the method allows to manufacture high quality mold cores, assuring high dimensional accuracy of cavities and openings, as well as an integrity of mold cores in the process of casting manufacturing.
The main advantages of the shell-process in mold core making:
- High degree of sand mixture use. Together with a fully-fitted section of reconditioned sand re-use the process allows for a decrease of consumables to a minimum, while obtaining precision mold cores with minimum deviations (+ / – 0.1 mm) and taper angles (0.5°);
- Obtaining cavities that require minimum additional machining time and other milling and turning operations with machining centers;
- Achieving the thinness of wall (local) for certain part down to 2.5±0.5 mm owing to a virtually perfect surface of the mold core itself;
- Possibility to employ a vast array of materials both for mold core production and for castings they are used for;
- Modular equipment for manufacturing cores allows to produce the mold cores for both large-batch and medium-batch production schedules;
Second name of the technology – the Croning process
The fundamental advantages of shell-mold casting as compared to sand casting of mold cores are as follows:
- considerable increase in the dimensional and geometric precision of the mold cores and castings correspondingly;
- no necessity to use core frames and core drying plates;
- opportunity to manufacture shell cores with high gas permeability and lower gas release volume
LLC DPL (Dnepropromlit), as a leader in the sphere of high-quality ductile iron castings and special grade steel castings, wields a full scale of equipment necessary to manufacture shell-process mold cores. State-of-the-art shell core machines by Harrison Machine Co. – the double-station core-shooter 1016-SS – installed in our plant is a major piece of machinery serving the mission of supplying high-quality shell-process mold cores to our production to ensure perfect quality of cavity-rich castings. Our customers are free to learn about an extensive list of specifications for our shell-process core-shooter in the ‘Equipment’ section.
You may get to know more about our shell-process core-shooting equipment by clicking the logo below

Mold core production – Resol-CO2-process





Equally important to our production in the domain of core manufacturing is another production process for mold cores – the Resol-CO2-process, carried out with automatic core-shooters by Laempe/Röpperwerk (Germany). This core-shooting machine allows manufacturing mold cores according to extensively used Resol-CO2-process belonging to cold-hardening mixtures molding process. Resol-CO2-process is the world’s leading technology for mold cores shooting in terms of process productivity.
The given technology employs cold-hardening mixtures based on synthetic resins and liquid glass as a binding agent. Cold-hardening mixtures combine two technological variations – the No bake»-process and the «Cold-box»-process. Cold-box process, including the referred Resol – СO2 (Fenoxy- СO2)-process, belongs to a type of mixture having initially no catalyst (solidifying agent). The solidification of the ready core occurs during its blasting by reactant gas acting as a solidifying agent.
Resol – СO2 (Fenoxy- СO2)-process has first been used in 1987 in the US and Germany, independently, being developed on the basis of the technical breakthrough – the phenolic-formaldehyde resin of resole-type has been used for the first time with solidification occurring during the mixture blasting with CO2. In the case of pure Resol-CO2-process, the binding agent includes special additives, which further ensure heightened stress and strength properties.
The use of phenolic-formaldehyde resins with Resol-CO2-process has a variety of additional benefits, among them:
- Total absence of nitrogen, sulphur, phosphor in the phenolic-formaldehyde resins contributes to the smallest amount of defects accounted for within cold-hardening mold core manufacturing methods which positively impacts the final quality of castings;
- CO2 is absolutely non-toxic which means the process is close to zero effect on ecology.
- The ready molding and core-making sand mix is capable of being stored for 2-3 straight weeks after set-up and preparation.
- The use of technology dramatically diminishes the quantity of hot cracks improving the quality of cast surface.
- The technology embraces a wide range of varied types and kinds of molding sand.
The mold cores manufacturing process according to Resol-CO2-method allows the sand mix to pass through several stages of pre-conditioning before an ideally accurate ready mold core is finalized. This positively impacts the final quality of cast parts.
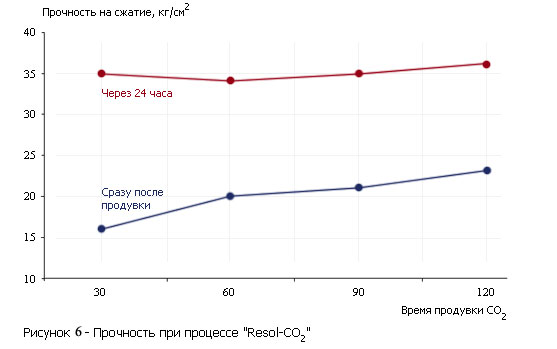
The molding sand mixture contains 2.5 … 3.0 % of the resin above 100% of sand. The compaction may be realized by any method which proves usable for technological purposes. Mold core solidification occurs through two stages. At first, CO2 slowly displaces the air from the mixture for 15 … 60 s (depending on the mass of the core). The second step sees the mixture kept under static pressure of CO2 for a time span 3 times higher than the blasting time.
Due to the low (about 2 N/mm2) compressing strength the process is applicable for simple mold cores with weights up to 150 kg and average-sized flask molds. At the same time it should be noted that, as the process provides an exceptional surface quality for iron and steel castings, and the cores (and molds) are easily knocked out, the current use of Resol-CO2-process is that of the highest adaptability and popularity among core makers.
Resol-CO2 process provides excellent environmental friendliness and metallurgical characteristics on par with high performance that largely distinguishes it from any other high-performance mold core manufacturing processes. Within the blueprint of technology, alkaline phenolic resin is mixed with foundry sand further solidifying through blowing with carbon dioxide (CO2). This avoids problems with odors and emissions characteristic of systems containing amine and isocyanate, eliminating the need for scrubbing and accumulating additional financial resources and production floor areas.
Levels of odor, smoke emission and VOC emissions during the mold cores manufacturing, pouring and core knockout are significantly lower compared to the majority of other mold core manufacturing technologies.
Mold cores manufactured to Resol-CO2 technology demonstrate excellent thermal properties, providing an exceptional quality of finished mold cores. The process embraces a multitude of spheres of application and bears a number of advantages in comparison with other, more traditional cold-box processes. Among such advantageous points are:
- Extremely low quantities of phenol and formaldehyde in the binding agent.
- Absence of isocyanates, peroxides and heavy metals.
- Absence of noxious vapors in the process of mixing, core production and metal pouring.
- Low VOC emission rate (volatile organic compounds).
- Short blowing time.
- Drastic reduction of overhead costs.
- Relatively low level of investment into gas-cleaning installations and their repair and maintenance cost
Below provided is the strength-weight ratio of the mixture for Resol-CO2-process mold core manufacturing.
For the purposes of manufacturing mold cores according to Resol-CO2-process in the facilities of LLC DPL, two Resol-method core shooters by Röperwerk (Germany) have been purchased to installation. Our customers are free to learn about an extensive list of specifications for our Resol-CO2-process core-shooter in the ‘Equipment’ section.
You may get to know more about our Resol-CO2-process core-shooting equipment by clicking the logo below
