
Компания ООО «Днепропромлит» – многопрофильное литейное производство европейского уровня технологической оснащенности, обладающее как ноу-хау в сфере литейных технологий и литейного производства, так и собственным парком литейного оборудования. Как лидер литейной отрасли Украины и СНГ, компания стремится увеличивать производительность и технологичность производства изделий из высокопрочного чугуна с шаровидным графитом, жаростойких, износостойких, специальных и сортовых сталей. Установленное на предприятии оборудование для песчано-глинистой формовки (ПГС-процесс), а также автоматическая линия вакуумно-пленочной формовки (V-процесс), в сочетании с собственным производством литейных стержней по технологиям Shell-процесс и Resol-CO2-процесс позволяют компании изготавливать и поставлять конечному заказчику широкую номенклатуру отливок с различными размерами и весовыми характеристиками (от 0,3 до 1000 кг).
Особой гордостью предприятия является высокопроизводительный участок производства литейных стержней. Основными технологиями по производству литейных стержней на мощностях ООО «Днепропромлит» являются технологии Shell-процесс и Resol-CO2-процесс, позволяющие в короткие сроки освоить и запустить в производство сложные многополостные детали. Участок оборотного песка позволяет обеспечить все проектные мощности необходимыми для беспрерывного процесса материалами. Производство происходит полностью в замкнутом цикле, а качество выполняемых стержней и отливок по достоинству оценено широким кругом наших зарубежных и отечественных партнеров.
Изготовление стержней – Shell process



Shell-процесс (shell moulding), также известный как литье в оболочковые формы (ЛОФ) – литейный процесс, при котором литейная форма формируется из термореактивной смолы в смеси с песком с подогревом (от 150 до 260°С, соответственно), что приводит к затвердеванию оболочки, соответствующей контуру модели.
Благодаря использованию данного метода в процессе получения литейных стержней возможно получать высококачественные стержни с минимальными отклонениями, что гарантирует значительную точность и высокое качество отверстий и полостей в отливке. Отливки, полученные в оболочковой форме, имеют точные размеры и чистые поверхности, малые припуски на дальнейшую механическую обработку. В большинстве случаев механическая обработка абсолютно не требуется. Литейные стержни, полученные при использовании shell-процесса обладают максимальной размерной точностью, а также высокой точностью геометрической формы.
Стержни определяют внутреннюю конфигурацию пустотелой оливки. Стержень должен выдерживать нагрузки при заливке металла, но в то же время быть не настолько прочным, чтобы его невозможно было удалить из отливки на этапе выбивки.
Таким образом, данный метод позволяет производить высококачественные стержни, гарантирующие высокую размерную точность полостей и отверстий, а также целостность изготовленных стержней в процессе производства отливки.
Основными преимуществами процесса являются:
- Высокая степень использования песочной смеси. Вместе с участком оборотного песка метод позволяет оптимизировать использование расходных материалов, при этом получая точные по форме литейные стержни с минимальными отклонениями (+ / — 0.1 mm) и углами конусности (0.5°);
- Получение полостей, требующих минимальное время под дополнительную механическую обработку и протачивание на обрабатывающих центрах;
- Достижение тонкостенности (локальное) отдельных деталей до 2.5±0.5 мм благодаря практически идеальной поверхности самого стержня;
- Возможно использованием широкой номенклатуры материалов, как для производства самих стержней, так и для отливок, в которых они используются;
- Модульное оборудование для производства стержней позволяет производить литейные стержни как для крупносерийного, так и для среднесерийного производства;
Второе название процесса – Croning process - Кронинг-процесс. 
Основные преимущества литья в оболочковые формы по сравнению с литьем в
обычные песчаные формы состоят в следующем:
- существенно повышаются геометрическая точность и размерная точность стержней и соответственно отливок;
- отпадает необходимость в использовании каркасов и сушильных плит;
- появляется возможность изготовления оболочковых стержней, обладающих высокой газопроницаемостью и пониженным объемом газовыделения.
Компания ООО «Днепропромлит», как лидер в сфере высококачественного литья чугуна ВЧ и нестандартных сталей, обладает набором оборудования для проведения формовки стержней по методу shell-процесс (Кронинг-процесс). Оборудование американской компании Harrison – стержневая машина Harrison 1016-SS, установленная на предприятии – является одним из последних слов в технологии shell-формовки литейных стержней. Ознакомиться с характеристиками и техническими спецификациями оборудования для производства литейных стрежней по Shell — процессу.

Изготовление стержней – Resol-CO2-процесс





Равным по важности процессом формовки литейных стержней является
технологический процесс Resol-CO2, выполняемый на автоматической системе
Röpperwerk (Германия). Машина позволяет осуществлять производство литейных
стержней по технологии Resol-CO2-процесс, относящийся к группе процессов
ХТС (производство с использованием холодно-твердеющих смесей). Resol-CO2-
процесс – один из ведущих в мире по производительности процессов для
производства литейных стержней.
В данной технологии изготовления стержней используются холоднотвердеющие
смеси на основе синтетических смол и жидкого стекла в качестве связующих.
Холоднотвердеющие смеси объединяют два направления технологии
изготовления стержней, к которым относятся «No bake»-процесс и «Cold-box»-
процесс.
К направлению «Cold-box» относят технологии с использованием смесей, в состав
которых изначально не входит катализатор (отвердитель). Отверждение готового
стержня происходит при его продувке газообразным реагентом, выступающим в
роли катализатора (отвердителя).
Resol — СO2 (Fenoxy- СO2)-процесс был впервые применен в 1987 г. в США и Гер-
мании – в обеих странах независимо друг от друга были разработаны процессы,
связующим в которых была фенолформальдегидная смола резольного типа, а отверждение происходило при продувке смеси в оснастке углекислым газом
(СO2). В случае Resol-CO2-npoцecca (США) в состав связующего кроме смолы
входят специальные добавки, обеспечивающие приемлемые показатели
прочности.
Использование в Resol-СO2-процессе связующих фенолформальдегидных смол имеет множество преимуществ:
- Отсутствие азота, серы и фосфора в фенолоформальдегидной смоле снижает количество дефектов в готовых стержнях, а соответственно и в отливках.
- СО2 не является токсичным газом, а значит процесс является практически экологически безвредным.
- Приготовленную формовочную и стержневую смесь можно использовать в течение двух-трех дней.
- Использование технологии уменьшает количество горячих трещин и улучшает качество литой поверхности.
- Возможно использование различных типов и видов песка.
При изготовлении стержней по Resol-CO2-npoцeccу, стержневая смесь проходит несколько ступеней обработки, прежде чем будет создан готовый, идеально точный литейный стержень.
Стержневая смесь содержит 2,5… 3,0 % смолы сверх 100 % песка. Уплотнение может быть любым, но достаточным для технологических целей. Отверждение стержня при продувке происходит в два этапа. На первом С02 в течение 15…60 с (в зависимости от массы стержня) медленно вытесняет воздух из смеси. На втором этапе смесь выдерживают под статическим давлением С02 в течение времени, в 3 раза превышающего время продувки.
Из-за невысокой (около 2 Н/мм2) прочности на сжатие процесс применим для несложных стержней массой до 150 кг и средних опочных форм. В то же время следует отметить, что, так как процесс обеспечивает хорошее качество поверхности чугунных и стальных отливок, а стержни (и формы) легко выбиваются, в настоящее время Resol-CО2-npoцecc используют взамен СО2-процесса на жидком стекле.
Процесс Resol-CO2 обеспечивает высокие показатели экологических и металлургических характеристик с высокой производительностью, выгодно отличающее его от любых других высокопроизводительных процессов изготовления стержней. В рамках технологии , щелочно-фенольная смола смешивается с формовочным песком, после чего отверждается продувкой углекислым газом (CO2). Это позволяет избегать проблем с запахами и выбросами, характерных для систем, содержащих амин и изоцианат и исключает необходимость в скрубберах, высвобождая дополнительные средства и производственные площади.
Уровни запаха, дымовыделения и выбросов ЛОС в процессе изготовления стержней, разливки и выбивки находятся значительно ниже по сравнению с большинством других технологий производства стержней.
Стержни, изготовленные по технологии Resol-CO2, демонстрируют прекрасные
термические свойства, обеспечивая отличное качество стержней на выходе. Сам процесс имеет достаточно широкую сферу применяемости и несет в себе серьезные преимущества по сравнению с более традиционными cold-box- процессами:
- очень низкое содержание свободного фенола и формальдегида в связующем;
- отсутствие изоцианатов, пероксидов и тяжелых металлов;
- отсутствие ядовитых испарений при смешивании, изготовлении стержней и заливке;
- низкий уровень выбросов ЛОС (летучих органических соединений);
- короткое время продувки;
- сокращение накладных расходов;
- минимальные вложения в газоочистное оборудование и расходов на его техническое обслуживание и ремонт.
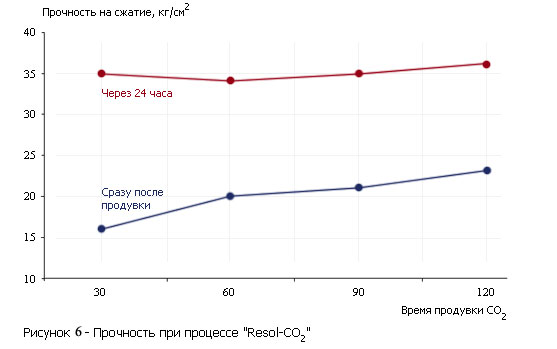
Ниже приведена удельная прочность смеси для Resol-CO2-процесса, используемой для изготовления литейных стержней.
Для целей производства по Resol-CO2-процессу на мощностях ООО «Днепроппромлит» была приобретена и установлена стержневая система Röperwerk (Германия).
Ознакомиться с характеристиками и техническими спецификациями оборудования для производства литейных стержней по Resol-CO2-процессу
